关键词 |
朔州激光淬火设备,激光淬火设备价钱,山西激光淬火设备,激光淬火设备修复 |
面向地区 |
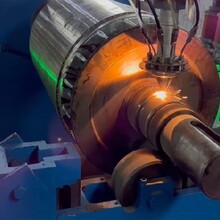
大型轧辊激光淬火是利用高能激光束对大型轧辊表面进行快速加热和冷却,实现表面硬化和强化的一种表面处理技术。该技术具有加工速度快、硬化层深度可控、对轧辊形状和尺寸适应性强等优点。因此,激光淬火广泛应用于钢铁、有色金属、橡胶等行业的轧辊制造和修复领域。
大型轧辊激光淬火技术的原理是利用高能激光束快速扫描轧辊表面,使轧辊表面材料在极短的时间内加热至熔化或沸腾状态,然后快速冷却以实现表面硬化和强化 。在此过程中,激光束的能量密度、扫描速度、光斑尺寸大小等参数对硬化层的深度、硬度、耐磨性等性能有重要影响。
大型滚子激光淬火技术的优点主要包括以下几个方面。
1、它可以实现快速加热和冷却,从而大大缩短加工时间,提高生产效率。
2、可以控制淬硬层深度、硬度等性能指标,满足不同工况和工艺要求。
3、是对滚筒形状尺寸适应性强,可处理各种复杂形状尺寸的滚筒。
4、激光淬火技术是非接触式工艺,不会对滚轮造成机械损伤或变形。
5、激光淬火技术具有更好的环保性能,产生的废物和污染更少。
在钢铁行业,大型轧辊激光淬火技术主要用于轧辊的制造和修复。通过激光淬火技术,可以显着提高轧辊的硬度和耐磨性,从而延长轧辊的使用寿命,降低生产成本。此外,大型轧辊激光淬火技术也广泛应用于有色金属、橡胶等行业的轧辊制造和修复领域。
总之,大型滚子激光淬火技术是一种的表面处理技术,具有诸多优点和应用前景。随着技术的不断发展和完善,相信激光淬火技术将在未来的生产制造领域发挥更加重要的作用。
轮盘是一种的机械设备,广泛应用于汽车、航空航天、石油化工等领域。然而,轮盘在长期使用过程中,由于受到高温、高压、腐蚀等因素的影响,容易出现变形、磨损、裂纹等问题,影响其正常使用和精度。因此,轮盘修复成为了一个重要的技术问题。
轮盘修复的主要目的是恢复其形状和尺寸精度,同时提高其表面硬度和耐磨性。修复过程中需要考虑到轮盘的材料、结构、使用要求等因素,选择合适的修复方法和材料。
一般来说,轮盘修复可以分为以下几个步骤:
一、准备工作
在修复前,需要对轮盘进行全面的检查和测量,了解其材料、结构、使用要求等信息。同时,需要准备好修复所需的设备和材料,如磨床、铣床、车床、砂轮、修复剂等。
二、表面处理
表面处理是轮盘修复的重要步骤之一,包括除油、除锈、粗化等操作。在表面处理时,需要使用的清洗剂和粗化剂,将轮盘表面的油污、锈迹、氧化皮等杂质去除,同时使表面粗化,提高修复层的附着力。
三、激光淬火修复
激光淬火修复是一种的加工技术,可以显著提高轮盘的硬度和耐磨性,从而延长其使用寿命。
1、激光淬火轮盘加工的基本原理
激光淬火加工是一种利用高能激光束照射轮盘表面,使其快速吸收热量并迅速冷却的加工方法。在激光束的照射下,轮盘表面材料迅速加热并达到熔点,然后快速冷却,从而实现淬火效果。这种加工方法可以实现局部淬火,使轮盘的硬度和耐磨性得到显著提高。
2、激光淬火轮盘加工的优点
(1) 、提高轮盘的硬度和耐磨性:激光淬火轮盘加工可以实现局部淬火,使轮盘的硬度和耐磨性得到显著提高,从而延长其使用寿命。
(2) 、降低成本:相比传统的淬火方法,激光淬火轮盘加工不需要使用冷却介质,因此可以降低成本。
(3) 、减少变形:传统的淬火方法可能会导致轮盘变形,而激光淬火轮盘加工可以控制热量的输入和分布,从而减少变形。
(4) 、快速加工:激光淬火轮盘加工具有快速、的优点,可以在短时间内完成轮盘的加工。
(5)、 环保:激光淬火轮盘加工不需要使用任何化学物质或冷却介质,因此不会对环境造成污染。
激光淬火修复是轮盘修复的核心步骤,需要根据轮盘的实际情况选择合适的修复方法和材料。激光淬火在修复施工过程中,需要控制好温度、湿度、压力等参数,确保修复质量和精度。
四、后处理
后处理是轮盘修复的后一步,包括修整、抛光、检验等操作。在后处理过程中,需要使用的修整工具和抛光剂,将修复部位修整光滑,同时对修复部位进行检测和验证,确保其符合使用要求。
轮盘修复是一项技术性很强的工作,需要的技术人员和设备支持。在修复过程中,需要注意安全和环保问题,避免出现意外事故和污染环境的情况。同时,对于不同的轮盘和修复要求,需要选择合适的修复方法和材料,确保修复质量和效果。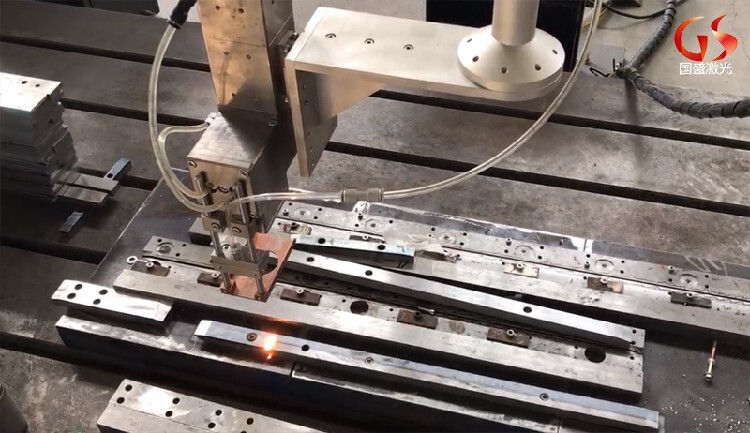
激光淬火齿轮和齿圈,热注入量小,齿轮或齿圈热变形小,不降低齿轮精度,不破坏齿面表面粗糙度,激光熔覆技术可以直接修复断牙。
激光淬火修复技术工艺步骤
(1)工艺流程:将大齿轮夹紧在激光加工机床上,清除齿轮齿面的油污和锈斑;在需要激光加工的齿面和轴颈部位喷涂吸光涂料,然后用激光加工程序对齿面(齿顶、齿根等)进行淬火。).
(2)淬火工艺参数:激光淬火后的齿面硬度范围可控制在HRC35— 45之间;硬化层的深度为0.4-0.6毫米;激光功率为2.0-3.5 kw;淬火速度为10–50mm/s,根据齿轮齿面、齿根和齿顶对材料表面硬度的不同要求,采用数控系统分段分区改变工艺参数,获得相应的激光硬化层。激光淬火后,不回火,齿面表面粗糙度基本不变。
(3)激光熔覆的工艺指标:单层激光熔覆厚度可根据需要在0.2-2.5毫米之间调整。激光熔覆层的硬度可根据工件的要求在HRC 25-60之间调节。对于大型钢齿轮,可以不预热直接包覆。熔覆层均匀连续,无裂纹、气孔等冶金缺陷。
| 主营行业:激光焊接机 |
| 公司主营:激光熔覆设备,3d打印设备,激光淬火设备,激光焊接设备 |
| 主营地区:西安 |
| 企业类型:个体经营 |
| 公司成立时间:2015-08-12 |
| 员工人数:51 - 100 人 |
| 研发部门人数:5 - 10 人 |
| 经营模式:生产型 |
| 最近年检时间:2023年 |
| 登记机关:西安市市场监督管理局 |
| 厂房面积:5000平方米 |
| 是否提供OEM:是 |
| 公司邮编:710000 |
| 公司邮箱:gsjgkj@163.com |
| 公司网站:http://www.gshenglaser.com/ |