





关键词 |
水泥厂用耐磨衬板,输送弯头用耐磨板,高锰钢板,高耐磨耐磨板 |
面向地区 |
WNM400E钢板下料切割 耐磨板,WNM400E钢板相对于NM400E,WNM400E钢板属于舞钢特有牌号,所以执行舞钢《WYJ》的企业标准。
WNM400E钢板化学成分:
C碳:0.25;Si硅:0.70;Mn锰:1.60;P磷:0.025;S硫:0.010;Cr铬:1.40;Mo钼:0.50;
Ni镍:1.00;B硼:0.004。
WNM400E钢板力学性能:
钢板硬度:>400Hb;冲击温度:-40℃。
WNM400E钢板可以应用在工程机械、矿山机械、建筑机械等对耐磨性有要求的部位或者零部件上。
WNM400E钢板交货状态:调质(淬火+回火)的交货状态。
的耐磨性合金耐磨层的化学成分中碳含量达4~5%,铬含量高达25~30%,其金相组织中Cr7C3碳化物的体积分数达到50%以上,宏观硬度为HRC56~62,碳化铬的硬度为HV1400~1800。由于碳化物成于磨损方向相垂直分布,即使与同成分和硬度的铸造合金相比较,耐磨性能提高一倍以上。与几种典型的材料耐磨性对比如下:(1)与低碳钢;20~25:1(2)与铸态高铬铸铁;1.5~2.5:1
别耐磨钢板的火焰切割方法与普通低碳和低合金钢的切割一样简单,在切割耐磨钢板厚板时,需要注意!!!随着钢板厚度和硬度的增加,切割边部出现裂纹倾向加大。为防止钢板切割裂纹的产生,切割时应遵循以下建议:
切割裂纹:钢板切割裂纹类似于焊接时产生氢致裂纹,如果钢板切边产生裂纹,将会在切厚48小时至几周内才出现。因此,切割裂纹属于延迟性裂纹,钢板厚度和硬度越大,出现切割裂纹就越大。
预热切割:预防钢板切割裂纹有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,见表2.预热方法可采用火焰烧枪、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。
降低钢板软化的措施钢的抗软化特性主要取决于它的化学成分、微观组织和加工方式。对于热切割的部件,部件越小,整个部件软化的风险就越大。如果钢板温度超过200-250°C,钢板硬度就会降低。切割方法:钢板在切割小型部件时,焊枪和预热所供应的热量将会在工件中聚集。切割不见尺寸越小,切割工件尺寸不得小于200mm,否则工件就将有软化的风险。消除软化风险的好的办法是冷切割,例如水射流切割。若使用热切割,则应选择等离子或激光切割。这是因为火焰切割给工件提供更多的热量,因此提高了工件的温度。水下切割方法:限制和降低软化区范围的有效方法,在切割过程中使用水来冷却钢板及切割表面。因此,钢板即可放在水中切割,也可以向切割面喷水进行切割。使用水下切割方法可选择等离子或火焰切割。水下切割具有以下特征:切割热影响区小;防止整个工件的硬度降低;减少切割工件变形;切割后可以直接对工件进行冷却。
NM500是布氏硬度为460-540HB的高硬度耐磨钢板,多应用于矿山机械、工程机械中。NM500耐磨钢板可以进行焊接、钻孔加工等方式用于需要耐磨的零部件制造中。
耐磨钢板可以进行剪切,但抗拉强度越大,所需的剪切力就越大,不建议对NM400及以上耐磨钢板进行剪切。如要剪切,剪切时应选择坚硬、锋利、并稍带一点圆边的刀刃。剪切过程中刀刃间隙也应随钢板强度的不同而变化,强度越大,刀刃间隙越大,不合理的刀刃间隙会影响切面质量。在实际操作中,具体还要依据生产设备的情况而定。
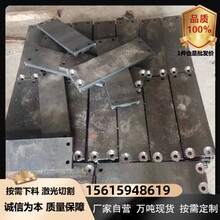
双金属耐磨复合钢板特点
双金属耐磨复合钢板采用的是明弧自保护全自动堆焊工艺,在普通钢板或不锈钢的表面堆焊复合一层具有高硬度,高耐磨性的高合金耐磨层,该耐磨钢板具有双金属性能,即工作层的高耐磨性和基体层的高塑韧性,为工业应用提供了便利的连接和焊条连接条件,可以实现卷筒,焊接,等离子切割,机械连接加工等。完全结合成为一体,耐磨层厚度均匀,表面平整,整张钢板的平整度与普通碳钢板相当,耐磨层表面有应力释放裂纹,该裂纹只存在于堆焊的耐磨层,不延伸到基体层,该应力释放的裂纹可以大减小堆焊过程对基体产生残余应力和变形,进而避免降低基体强度,不会影响耐磨板的使用性能。
耐磨层的主要成分为高碳高铬合金,根据不同客户的要求和使用条件,耐高温的耐磨板中还含有MO,W,V,B,Nb,Ti等合金元素,耐磨层的金相组织提供为共晶+M7C3一次碳化物或复杂碳化物,可以实现耐常温,高温,强冲击,中等冲击,低应力冲击的高抗磨性能。
| 主营行业:低合金板 |
| 公司主营:钢板,圆钢,型材,高强方管 |
| 主营地区:山东聊城开发区东昌路北小湄河西星美办公2#楼1406 |
| 企业类型:个体经营 |
| 公司成立时间:2019-10-23 |
| 经营模式:生产型 |
| 公司邮编:252000 |
| 公司电话:0635-8819339 |
惠州本地耐磨钢板热销信息