关键词 |
航天航空执行标准不锈钢棒,标准航空用耐热不锈钢棒 |
面向地区 |
加工定制 |
是 |
|
截面形状 |
圆棒 |
形状 |
热轧 |
表面处理 |
光亮棒 |
品名 |
合结钢 |
机翼轨道作动器:00Cr12Ni11Mo1Ti1.6不锈钢用于制造机翼轨道和作动器,确保其操作灵活性和稳定性。
压力容器紧固件:00Cr10Ni10Mo2AlTi不锈钢用于制造压力容器和紧固件,提供良好的抗氢脆性和耐腐蚀性。
耐热钢棒材的制造工艺主要包括冶炼、铸造、热处理和机械加工等步骤。
冶炼:耐热钢的冶炼通常在电弧炉或感应炉中进行,对于质量要求较高的材料,还会采用真空精炼和炉外精炼工艺。通过真空冶炼可以有效减少金属中的气体含量,防止氧化,从而简化后续的制造流程并降低成本。
铸造:高合金耐热钢由于难以加工变形,常采用铸造方式生产铸件,这不仅成本效益更高,而且铸件具有更高的持久强度。铸造方法包括砂型铸造和精密铸造,其中离心铸造适用于合成氨和乙烯裂解用的高温炉管的生产。
热处理:热处理是提升耐热钢性能的关键步骤,不同类型的耐热钢需要不同的热处理方法。珠光体热强钢通常经过正火或调质处理后使用;马氏体耐热钢则用调质处理以稳定组织,获得良好的综合力学性能和高温强度。奥氏体抗氧化钢多采用高温固溶热处理,而奥氏体热强钢则需要在使用温度的条件下进行时效处理,使组织稳定化并析出第二相以强化基体。
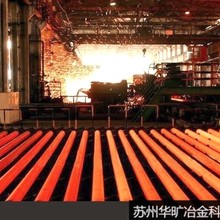
机械加工:包括锻造、切割、退火和热轧等过程。锻造是在高温下对棒钢进行加热和锻打,以改善其微观结构和力学性能。切割和退火则是对锻造后的棒钢进行进一步处理,以满足特定的尺寸和性能要求。热轧是将加热后的钢坯通过连续轧制机组进行轧制,以形成所需的棒材规格和表面质量。
真空冶炼
所有金属材料应符合质量标准,按照制度烘烤后使用,配料严格控制各元素的配入量。
熔化期真空度小于7帕,精炼时再加镍、铝和锆小料,应在精炼后停电结膜时加入,并控制成分。
精炼期真空度≤7pa,采用不少于两次的高温瞬时精炼和一次低温长时精炼,提钢温到1420℃/1-2min,降钢温到1320℃(刚结膜冲膜状态)低温,精炼时间≥35min。
精炼温度1640℃,全过程可不充氩气,出钢温度1740℃,浇注240kg圆钢锭,浇注后期补缩充分,钢锭捂砂缓冷至90℃以下标识转锻造。

惠州本地标准航空用耐热不锈钢棒热销信息