产品别名 |
激光切割机 |
面向地区 |
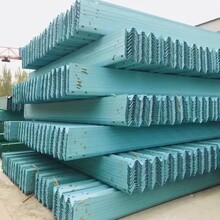
激光切割机是将从激光器发射出的激光,经光路系统,聚焦成高功率密度的激光束。激光束照射到工件表面,使工件达到熔点或沸点,同时与光束同轴的高压气体将熔化或气化金属吹走。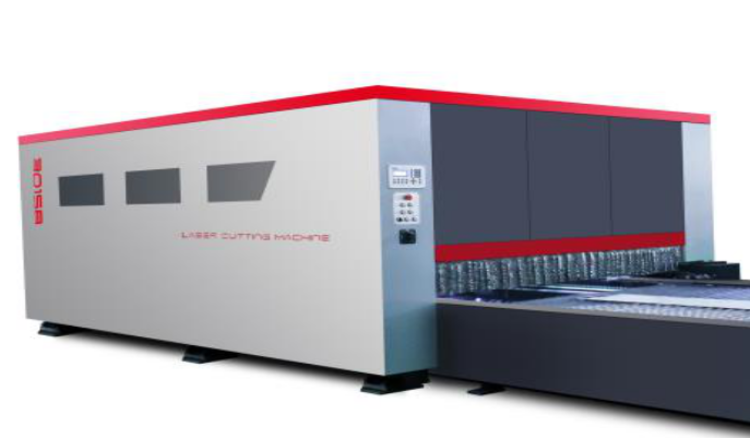
激光切割加工是用不可见的光束代替了传统的机械刀,具有精度高,切割快速,不局限于切割图案限制,自动排版节省材料,切口平滑,加工成本低等特点,将逐渐改进或取代于传统的金属切割工艺设备。激光刀头的机械部分与工件无接触,在工作中不会对工件表面造成划伤;激光切割速度快,切口光滑平整,一般无需后续加工;切割热影响区小,板材变形小,切缝窄(0.1mm~0.3mm);切口没有机械应力,无剪切毛刺;加工精度高,重复性好,不损伤材料表面;数控编程,可加工任意的平面图,可以对幅面很大的整板切割,无需开模具,经济省时。
激光切割机在切割过程中,光束经切割头的透镜聚焦成一个很小的焦点,使焦点处达到高的功率密度,其中切割头固定在z轴上。这时,光束输入的热量远远超过被材料反射、传导或扩散的部分热量,材料很快被加热到熔化与汽化温度,与此同时,一股高速气流从同轴或非同轴侧将熔化及汽化了的材料吹出,形成材料切割的孔洞。随着焦点与材料的相对运动,使孔洞形成连续的宽度很窄的切缝,完成材料的切割。
民用激光发生器由于制造成本等原因,所发出的激光光束都具有一定的发散角,呈“锥形”。当“锥形”的高度改变时(相当于激光切割机光路长度改变),聚焦透镜表面的光束横截面面积也随之改变。此外,光还具有波的性质,因此,不可避免地会出现衍射现象,衍射会使光束在传播过程中发生横向扩展,该现象存在于所有的光学系统中,能够决定这些系统在性能方面的理论极限值。由于高斯光束呈“锥形”和光波的衍射作用,当光路长度变化时,作用在透镜表面的光束直径时刻发生着变化,这就会引起焦点大小和焦点深度的变化,但对焦点位置的影响很小。如果焦点大小和焦点深度在连续加工中发生变化,必然会对加工产生很大影响,比如,会造成切割缝宽度不一致、在相同切割功率下会割不透或烧蚀板材等。
在激光气化切割过程中,材料表面温度升至沸点温度的速度是如此之快,足以避免热传导造成的熔化,于是部分材料汽化成蒸汽消失,部分材料作为喷出物从切缝底部被辅助气体流吹走。此情况下需要非常高的激光功率。
该加工不能用于,像木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。在激光气化切割中,优光束聚焦取决于材料厚度和光束质量。激光功率和气化热对优焦点位置只有一定的影响。在板材厚度一定的情况下,大切割速度反比于材料的气化温度。所需的激光功率密度要大于108W/cm2,并且取决于材料、切割深度和光束焦点位置。在板材厚度一定的情况下,假设有足够的激光功率,大切割速度受到气体射流速度的限制。
激光发生器:产生激光光源的装置。对于激光切割的用途而言,除了少数场合采用YAG固体激光器外,绝大部分采用电-光转换效率较高并能输出较高功率的CO2气体激光器。由于激光切割对光束质量要求很高,所以不是所有的激光器都能用作切割的。高斯模式适用于小于1500W、低阶模二氧化碳激光器100W-3000W、多模3000W以上。
自从激光技术被引入切割金属薄板,CO2激光器就雄踞市场。CO2激光光源需要很多能量来激发氮分子来与CO2分子(激光气体)产生碰撞,促使它们发射光子,终形成可以割穿金属的激光束。谐振腔内的分子活动在释放出光的同时也释放出热量,这就需要一个冷却系统来冷却激光气体。这意味着在冷却过程中要消耗更多能量,进一步减低了能效。
采用光纤激光器的机器占地小,激光光源和冷却系统体积也更小;没有激光气体管线,也不需要调校镜片。而功率为2kw或3kw的光纤激光光源只需要4kw或6kw CO2激光光源能耗的50%就能达到相同的性能,并且速度更快、能耗更低、对环境造成的影响更少。
近期浏览